
Обзор зарубежных производителей
На рынке представлен большой выбор абсолютно разных клей-сварок, и далеко не все из них хорошего качества. В связи с этим мы составили список продуктов, как от зарубежных, так и отечественных производителей. Отобраны самые практичные варианты, полюбившиеся покупателям. Начнем с зарубежных.
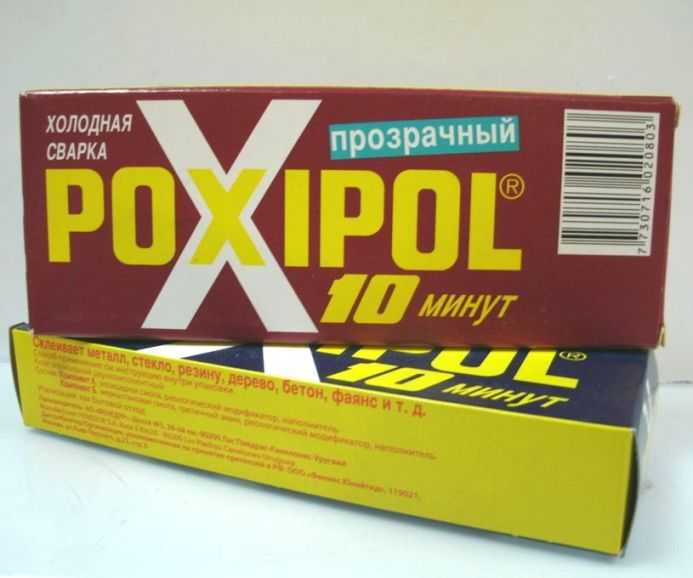
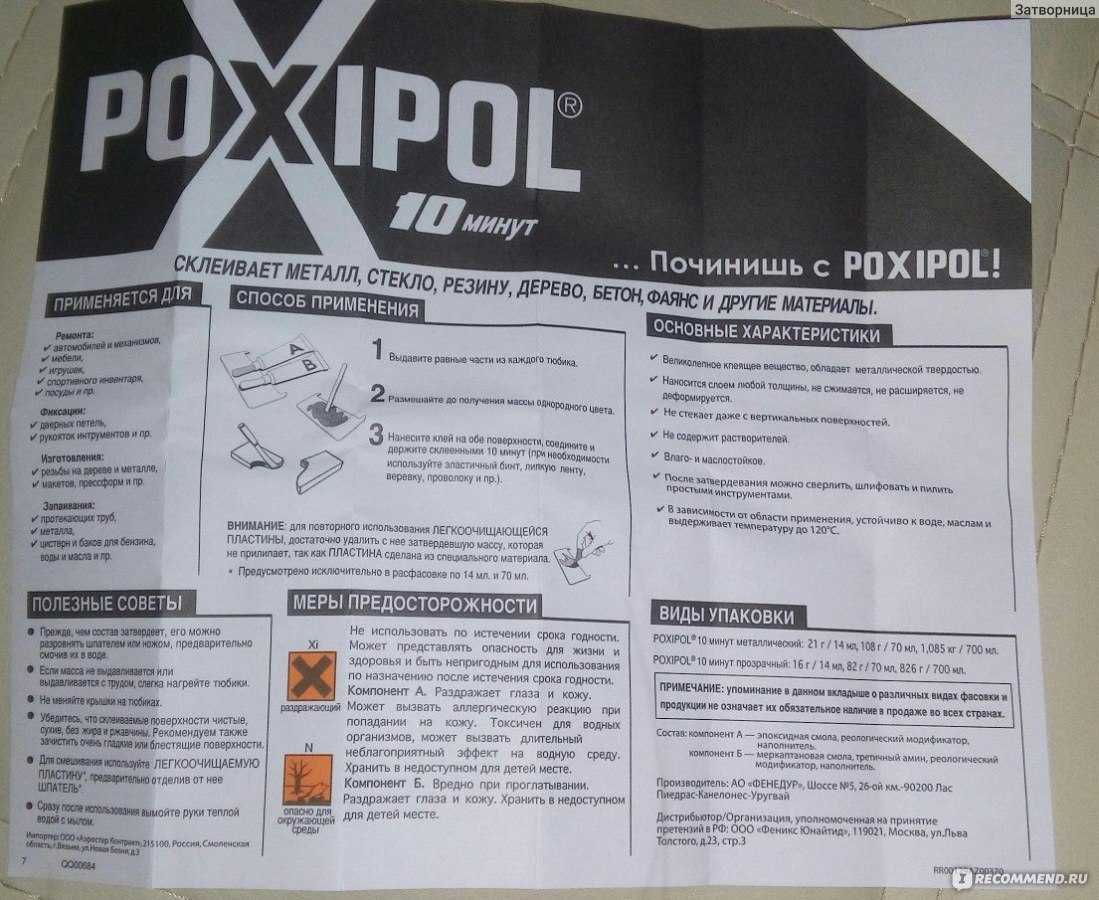
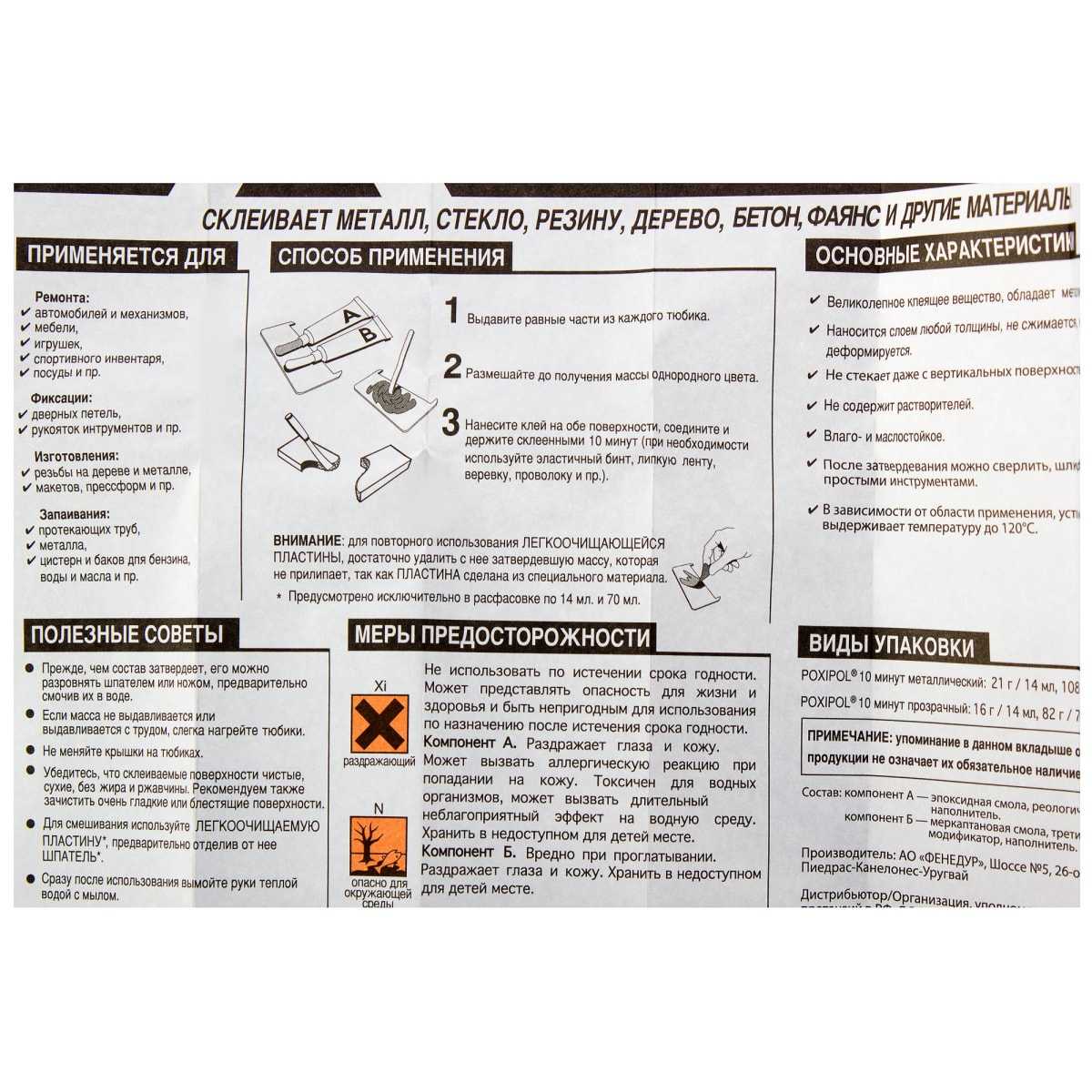
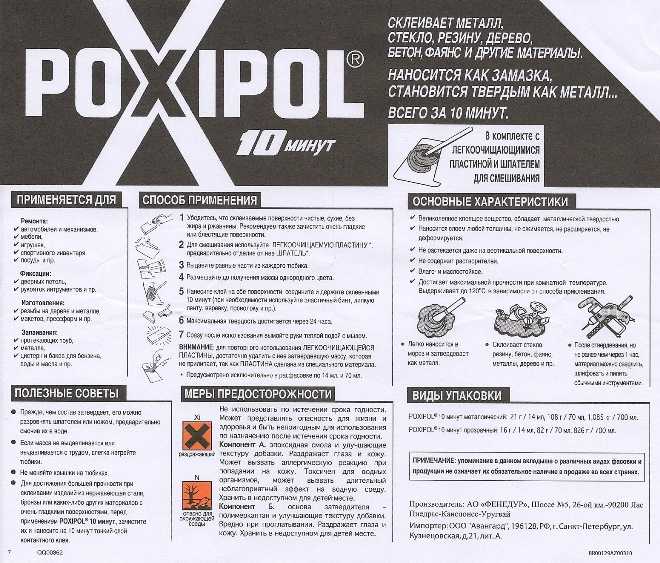
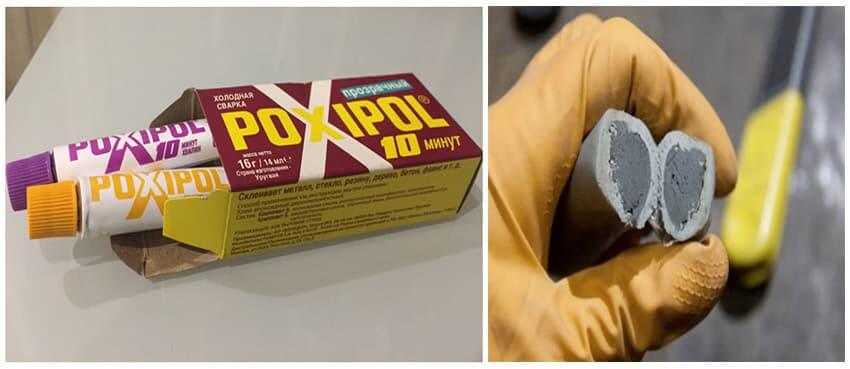
Poxipol
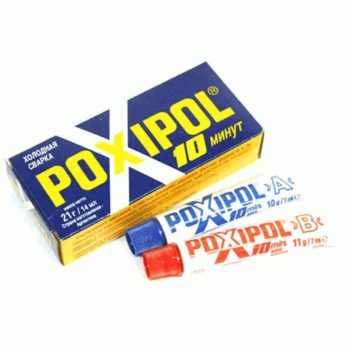
Цена ~ 400 рублей.
Отличное двухкомпонентное средство, проверенное временем. Представлен в двух цветах: прозрачной и обычный. Цена данного средства варьируется от объема, маленькие упаковки стоят от 380 рублей, а большие от 800.
Поксипол предназначен для склеивания металла, бетона, фаянса, дерева, мрамора, пластмассы, стекла, железобетона, фиброцемента, керамики, гранита и фарфора. После полного остывания, сварку можно сверлить, шкурить и даже проводить резьбу. Кстати, он остывает очень быстро, первичное высыхание наступает после 10 минут с начала работы. Швы отличаются прочностью.
Данный клей двухкомпонентный, его нужно смешивать самому. Изготовители позаботились об удобстве своих покупателей, вложив в упаковки самоочищающиеся подносы для смешивания. Если на подносе осталось средство, его можно с легкостью отодрать.
DONE DEAL
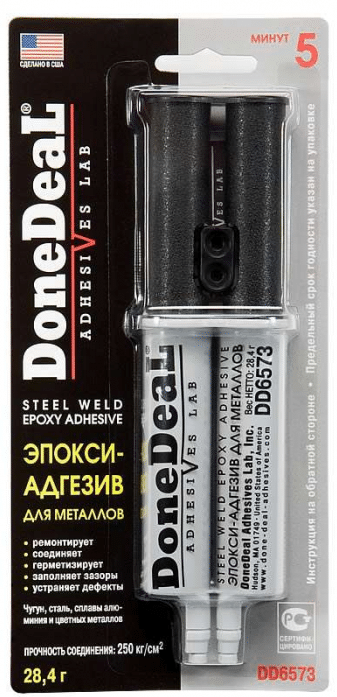
Цена ~ 400 рублей.
DONE DEAL- двухкомпонентный клей, предназначенный для ремонта авто. Его термостойкость имеет амплитуду от -55°С до +150°С, что позволяет сваривать нагревающиеся детали. Данный клей также позволяет производить сварку на чугун, сплавы алюминия и цветные металлы. Швы получаются очень крепкими и выносливыми. Работать с данной сваркой нужно быстро, потому что она высыхает в течение первых пяти минут.
Abro
Цена ~ от 200 рублей.
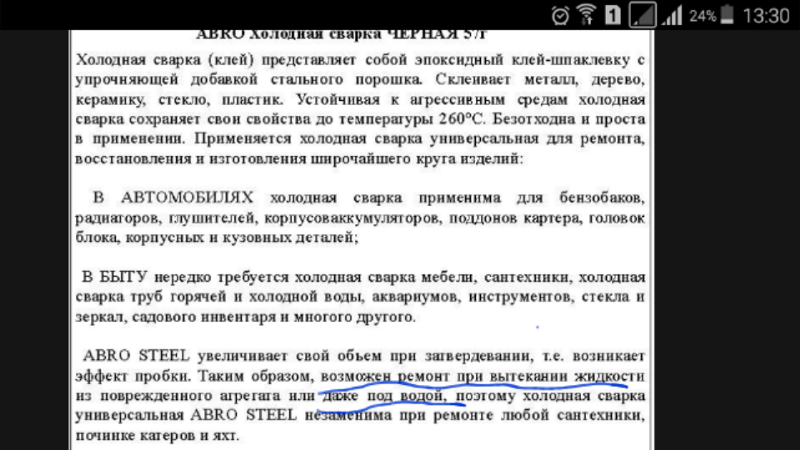
Abro представитель сухой холодной сварки. Склеивает ряд материалов, таких как металл, дерево, стекло, пластик, керамика. Благодаря его способности сохранять свои свойства при температуре 260℃ , он подходит для ремонта: бензобаков, радиаторов, глушителей, корпусов аккумуляторов, поддонов картера, головок блока цилиндров, корпусных и кузовных деталей.
Abro имеет особенность, я вовремя затвердевание он увеличивает свой объем, получается эффект пробки. Благодаря такой способности, данный клей подходит для ремонта бочек и водопровода. Также он может работать под водой.
Клей для линолеума Linocol

Цена ~ 300 рублей.
Сварка Linocol подходит для устранения пробелов напольных и настенных покрытий из ПВХ. Позволяет скреплять материалы на расстоянии от менее 1 мм до 4 мм. Обычно продаются в объеме 50 мл, этого хватит на 15-20 метров. В течении одной минуты он схватывается, а по истечении 6 часов шов будет полностью готов. Данная сварка сразу готова к применению, она представлена в виде однородной массы.
В комплекте не предусмотрена металлическая насадка в виде иглы, поэтому для работы с узкой линией стыка необходимо самим ее приобрести.
Weicon

Цена~650 рублей.
Невероятно прочный и выносливый клей. Выпускается в виде стика сварочной массы. Его технические характеристики не могут не радовать. Работает при температуре от -50℃ до 300℃. Готовый шов устойчив к воздействиям сложных эфиров, соленой воды, различных масел, большинству кислот и щелочей. Застывает и присаживается к материалу очень быстро, первичное высыхание происходит в течении 5 минут.
Он не является универсальным, для каждого материала изготовлен специальный стик. В ассортименте имеется холодная сварка по стали, меди, нержавейки, алюминию, пластмассы, бетона и для устранения утечек.
Werner Muller

Цена ~ 725 рублей.
Немецкая компания Werner Muller выпускает клеи для ремонта ПВХ-напольных покрытий. На выбор предлагаются сварка трех типов ( тип А, тип С, тип Т), в зависимости от ширины пространства между кусками материала и покрытия, как выбрать сварочную смесь написано выше.
В тюбике данного продукта вмещаются 44 грамма клеящего состава. Холодная сварка от Werner Muller выравнивает высоту краев, обеспечивает оптимальное введение по шву и предотвращает сильное впитывание продукта, однако не стоит забывать наносить скотч перед сваркой.
Что такое холодная сварка?
Холодная сварка – процесс, при котором происходит соединение двух твердых тел без нагрева свариваемых деталей на стыке соединения. Отличительной особенностью холодной сварки металлов является отсутствие фазы расплавления.
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять, как может производится процесс соединения без нагрева, электрического тока или специальных растворов. Если посмотреть видео – у многих возникает мысль: «Это что-то магическое». На самом деле никакой магии нет.



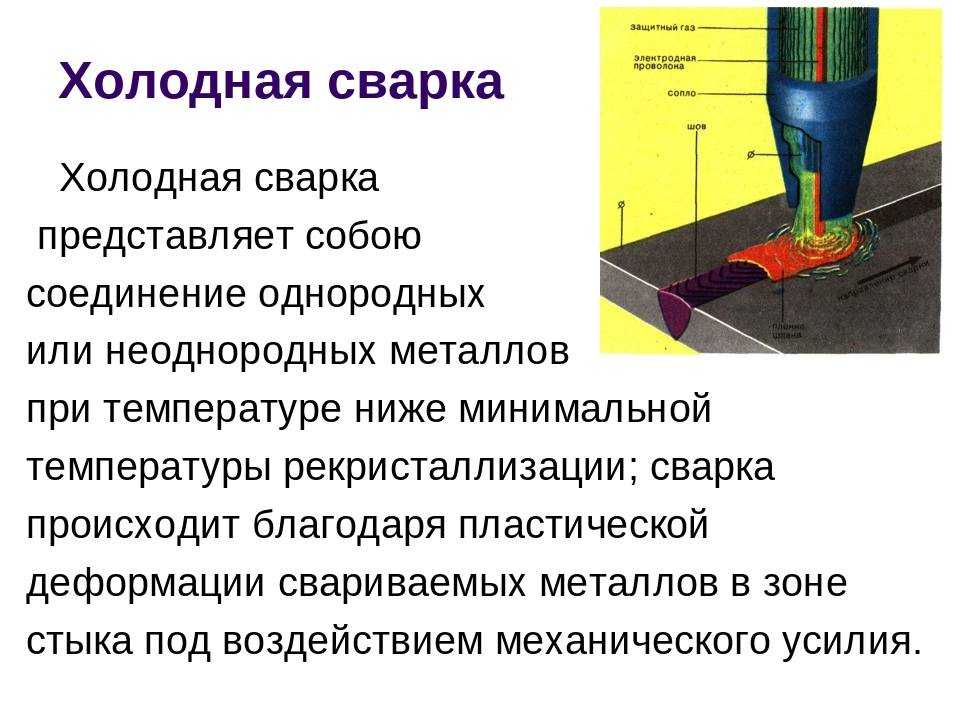
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов. В настоящее время известно, что сила сцепления от контакта может быть значительно увеличена благодаря сильному сжатию деталей между собой, увеличению времени контакта, повышению температуры деталей, а также от комбинирования вышеперечисленных факторов.
Основная трудность подготовки поверхности деталей заключается в тщательном удалении с нее органических и окисных пленок. Органические пленки – это тонкие пленки масел, жирных кислот и парафинов, покрывающие свариваемые поверхности. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
При контакте с кислородом или другими реактивными веществами происходит образование поверхностных слоев, которые в значительной мере или полностью исключают вероятность возникновения эффекта холодной сварки. Ведь именно образующаяся из-за содержания кислорода в воздухе на поверхности металла оксидная пленка не дает соединиться свариваемым деталям в нормальных условиях. Кстати, даже при помещении в вакуум оксидная пленка не исчезает, то есть поверхность металла требует дополнительной очистки.
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали. В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений. Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила.
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.
Виды холодной сварки
Давайте уясним, что ничего общего с традиционными сварочными работами в этом процессе нет, скорее подходит термин «склеивание». Базируется это утверждение на том, что основа состава — эпоксидная смола. Для придания необходимых качеств в неё добавляются различные компоненты. Информацию о наиболее важных ингредиентах производители сохраняют в секрете — конкуренция на рынке вынуждает.
Чтобы увеличить прочность соединения деталей, применяются разные наполнители. В зависимости от характеристик свариваемых поверхностей используются мелкие металлические опилки, измельчённая до состояния пыли керамика и целлюлоза. Информация о количественном содержании стального или чугунного наполнителя позволяет косвенно судить о термостойкости продукта: чем больше, тем она будет выше.
По консистенции различают:
- Жидкую сварку для металла — когда эпоксидная смола и отвердитель находятся в отдельных тюбиках. При необходимости содержимое в нужном количестве используется, а остаток ещё послужит — без потери качества, но с учётом требований к условиям хранения и срока годности. Повышает прочность соединения использование армирующей сетки.
- Пластичную или сухую сварку для металла — когда в фирменной упаковке находится стержень из двух слоёв разного цвета. Отрезается нужное количество, и полученный «пенёк» разминается в руках подобно пластилину, а после этого наносится на подготовленную поверхность. Остаток стержня необходимо предохранить от контакта с воздухом и теплом, в противном случае он утратит ценные качества.
Внимание!
В обоих вариантах имеет значение скорость использования подготовленной смеси
Она начинает застывать уже через три, или самое большее — через десять минут, так что все подготовительные работы выполняйте заранее! Важно обеспечить плотное, герметичное прилегание массы к поверхности. У каждой марки — индивидуальный срок высыхания, указанный в инструкции
Расход
Клей – это раствор в маленьких тюбиках. Существуют некоторые факторы, влияющие на его расход:
- Насколько исполнитель квалифицирован. Мастер способен сделать стык качественным, использовав минимум клея. А если человек новичок в таких делах, ему нужно привыкнуть, чтобы определить, как экономить раствор.
- Толщина покрытия. Чем больше показатель, тем больше жидкости потребуется. Практически весь линолеум из поливинилхлорида тонкий. Последний используется для верхнего слоя, а на подложку растворитель повлиять не способен.
- Какой клей выбран. Тип А самый распространенный, расход около 50 мл на 25 метров. А вот тип С для 25 метров требует около 80 мл.
Эпоксидный клей-пластилин «Контакт»
Эпоксидная смесь дала основу для изготовления клея-пластилина «Контакт», который также называют холодной сваркой. На вид это пластичная масса серого цвета, использующаяся для склеивания разных материалов. В отличие от горячей сварки, холодная не предполагает применения высоких температур. Отличная адгезия и прочное сцепление обеспечиваются за счет проникновения клея в верхние слои деталей, расплавления их и крепкого слипания между собой
При работе с пластилином важно строго соблюдать правила нанесения и предварительной подготовки поверхности. Если все сделать верно, клей-пластилин «Контакт» дает соединение не менее прочное, чем сам металл
При некачественной подготовке стык будет слабым и прослужит недолго.

Сферы применения пластилиновой эпоксидной массы таковы:
- стройка, склеивание изделий из железобетона, бетона, дерева, заполнение трещин, соединение плитки;
- прикрепление солнечных батарей;
- ремонт автомобилей, лодок, катеров;
- домашнее хозяйство – восстановление обуви, сувениров, мебели.
К недостаткам следует отнести невозможность соединения тефлона, полиэтилена, силикона. Также минусом можно назвать сложность удаления средства – оно быстро застывает и трудно убирается из-за высокой прочности.
Виды средства
В продаже встречаются два типа клея-пластилина «Контакт», оба могут использоваться для приклеивания вещей и разных предметов в быту, на стройке, в промышленности. Водостойкий эпоксидный пластилин разработан для ремонта изделий в условиях повышенной влажности, для ремонта труб и ликвидации протечек. Средством можно даже склеить трещины и другие дефекты под водой.
Водостойкий материал является двухкомпонентным – включает массу полиэпоксидной смолы и отвердитель. Вот его основные свойства:
- отличное восстановление формы предмета, заполнение пустот;
- возможность герметизировать стыки;
- стойкость к действию бытовых загрязнителей, жиров, технических масел, жидкостей;
- длительный срок службы;
- возможность механической обработки клеевого шва.

После застывания клея изделие можно эксплуатировать при -40…+150 градусах, это не приведет к разрушению, тресканию, крошению места склейки. Пользоваться средством удобно – его просто замешивают пальцами.

В продаже есть еще один вид клея – пластилин «Холодная сварка». Он создан для ремонта изделий из металла и разных сплавов. Его свойства аналогичны описанным выше для водостойкого клея, но в части устойчивости к влиянию воды он не такой эффективный. Температура во время службы клея может составлять -40…+150 градусов.
Состав клея
В состав пластилина, кроме эпоксидки, входят связующие добавки, пластификаторы, модификаторы. В качестве отвердителя выступает полимеркаптан – низкомолекулярный полимер.
Склеиваемые материалы
Средства серии эпоксидный пластилин отлично подходят, чтобы склеивать пластмассу, картон, сплавы и металлы (алюминий, нержавейка, железо, олово, бронза и другие). Также ими можно клеить такие материалы:
- стекловолокно;
- стеклопластик;
- стекло;
- фарфор;
- керамика;
- кафель;
- фаянс;
- дерево;
- поливинилхлорид;
- камень;
- бетон;
- кирпич;
- железобетон.
Эпоксидный клей – неразрывное соединение
Можно смело утверждать, что эпоксидный клей – наиболее востребованный тип клея у мастеров-любителей и технических работников. Даже с появлением на строительном рынке более устойчивых и мощных соединений эпоксидка не утратила своей популярности и используется повсеместно, где нужно склеить изделия из твердых материалов.

Эпоксидная смола (основной ингредиент клея) была изобретена в 1938 году, а начиная с 1940-го года, начался массовый выпуск клея. Первое коммерческое название эпоксидного клея – «Аральдит 1». Это был новый образец универсального клея для бытового и широкого промышленного использования.
За последние десятилетия в данной отрасли достигнуты значительные успехи, разработаны уникальные материалы и методики склеивания. Созданы многочисленные виды эпоксидных композиций, действующих в широком диапазоне температур, позволяющие получить высокопрочные соединения с длительным сроком эксплуатации.
Это интересно: Выбор и руководство по использованию эпоксидных смол для творчества
Основные виды и классификация
Отдельные марки лучше выдерживают высокую или низкую температуру, другие быстрее застывают. Чтобы подобрать вариант с нужными техническими характеристиками, следует знать основные виды.
Деление по агрегатному состоянию
Основной признак, по которому делятся изделия — агрегатное состояние. Возможны следующие варианты:
- Два тюбика или флакона. Внутри — жидкая или полужидкая масса. В одном флаконе, тюбике — клей, во втором — наполнитель. Их необходимо смешать в нужной пропорции по инструкции.
- «Брусок», напоминающий пластилин. Иногда тоже включает два компонента. Хотя в большинстве случаев это однородная масса.
Сфера применения
Виды выделяют и в зависимости от той области, где используется. Составы бывают:
- Универсальными. Подходит такая холодная сварка для керамики, металлов, пластмассы, дерева и пр.
- Специализированными. Предназначены для конкретной работы, материала. Например, есть марки для разных металлов, сплавов. Это клеи, в составе которых есть порошки этих металлов. Среди компонентов можно встретить, например, частицы алюминия, стали и пр.
Специальных холодных сварок — много. Например, сюда относятся:
- Марки для ремонта оборудования, допустим, холодная сварка для силумина. Дополнительно включают металлический порошок для «сцепления» поверхностей, полимеры и присадки для устойчивости к агрессивным средам, например, кислотам. Такие клеи лучше справляются с механическими нагрузками, хорошо переносят вибрации. Незаменимы в экстренных ситуациях: можно вылепить копию недостающего болта для автомобиля и дотянуть до ближайшего сервиса.
- Водостойкие марки. Обычно они состоят из двух компонентов. Устойчивы к влаге, некоторые виды могут наноситься на мокрую поверхность, например, на протекающую трубу. Если производитель указывает, что средство предназначено для ремонта сантехники, то оно должно быть водостойким. Чаще бывают в полужидкой или жидкой форме для удобства нанесения.
- Термостойкие. С ними можно работать там, где универсальная сварка потрескается. Обычно выдерживают температуру более + 150 °C и ниже -20 °C.
- Герметики. Используются, например, когда требуется залепить резьбовое соединение. По показателям прочности нередко уступают другим видам.
Преимущества и недостатки
Современный клей повышенной прочности нашел широкое применение не только в домашнем использовании, но и в некоторых производственных сферах. С одной стороны, подобный вариант соединения значительно уступает настоящей сварке.
А с другой – высокотемпературная холодная сварка для металла позволяет получать достаточно качественный и надежный результат без использования специализированного оборудования.
Данная технология соединения особенно уместна там, где по каким-либо причинам применить настоящую сварку не представляется возможным.
Как и любой другой метод, у этого типа соединения есть свои плюсы и минусы.
| Преимущества | Недостатки |
| Простота использования. Данный состав является однокомпонентным, в связи с чем его приготовление не требует смешивания различных составляющих. | Качество сцепления поверхностей соединяемых изделий существенно уступает настоящей сварке. |
| Шов, полученный подобным способом отличается высокой стойкостью к коррозии и окислению. | Достаточно часто, после нанесения раствора и последующего застывания, на поверхностях изделий остаются разводы и другие дефекты придающие детали не красивый вид. В подобных случаях возникает необходимость в дополнительной обработке, что потребует затраты времени и сил. |
| Возможность дополнительной обработки места соединения с помощью песка. | |
| Высокотемпературная сварка отличается высокой инертностью по отношению к большому количеству химических веществ. | В ответственных задачах лучше отдать предпочтение традиционной сварке. Она обеспечит более надежное и долговечное соединение. |
| Посредством дополнительной обработки можно придавать застывшему раствору нужную форму. | |
| Безопасность использования раствора для рабочих и окружающей среды. | Холодную сварку нельзя использовать для крупногабаритных конструкций. В подобных случаях также следует отдать предпочтение обычной сварке. |
| Быстрота застывания позволяет применять состав даже в самых экстренных случаях. Обычно за три часа раствор затвердевает приблизительно на 95 %. | |
| Экспрессность метода, позволяет его задействовать в дороге или любых других нерабочих местах. |
Среди прочих достоинств стоит также отметить высокую термостойкость данного метода. Он способен выдерживать термические нагрузки в диапазоне температур от 1000 до 1300 градусов.
Кроме того, важной особенностью является повышение прочности соединения под действием нагрева. Высокая температура делает смесь лишь более прочной
В связи с этим она широко используется в ремонте котлов и печей, где присутствуют высокие термические нагрузки.
Инструкция по применению
Перед началом работ требуется изучить инструкцию по применению от производителя холодной сварки Mastix. Работы нужно проводить в следующей последовательности:
- Сначала выполняется подготовка рабочих поверхностей: очистка от окалины, следов ржавчины и иных загрязнений. Поверхности нужно протереть, высушить, обезжирить (если возможно).
- На втором этапе требуется отделить треть стержня, и смоченными в воде резиновыми перчатками смешать компоненты. О правильном смешивании будет свидетельствовать оттенок смеси: равномерный, без комков, заметных вкраплений, разводов.
- На третьем этапе получившуюся смесь надо нанести на две соединяемые поверхности, соединить их друг с другом, закрепить.
- Длительность фиксации деталей по времени 15-18 минут.
Если поверхности загрязнены, промаслены, увлажнены, то прочностные характеристики получаемого соединения уменьшаются примерно на 20-30%. Это если сравнивать с подготовленными и чистыми поверхностями.
Если работы проводятся в условиях отрицательных температур, то в процессе приготовления смесь разогреть в руках в течение нескольких минут. Обязательно в теплом помещении перед использованием на холоде.
Кстати, по моим наблюдениям во всех тубах инструкция идет обобщенная. В которой прописаны рекомендации, отдельно для всех видов клея бренда Mastix.




Отдельно о конкретных случаях
В некоторых ситуациях при использовании жидкой сварки требуется выполнение дополнительных действий.
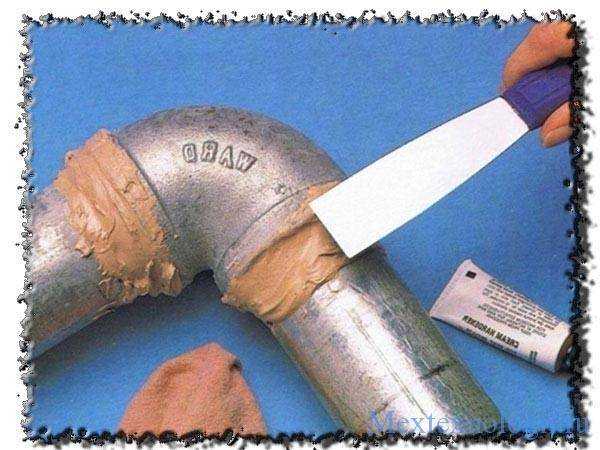
ПВХ-трубы
Повреждение пластиковых элементов водопровода или отопительной системы – нередкая ситуация. Чтобы оперативно устранить течь, используют холодный метод сварки.
Ремонт выполняют так:
- Подготавливают поверхность к обработке. Удаляют частицы влаги, пыли и грязи.
- Рассчитывают величину отклонения грани. Для трубы диаметром 4 см этот параметр не должен превышать 2 мм.
- Замазывают дефект сухим составом. Накладывают на соединение фиксирующий жгут. При правильном выполнении всех действий течь исчезнет.
Такая мера является временной, она лишь откладывает процедуру замены поврежденного элемента новой трубой.
Подготовка поверхности для сварки.
Напольный линолеум
Для склеивания полотен этого материала выполняют следующие действия:
- Укладывают элементы на пол внахлест. С помощью металлической линейки и строительного ножа прорезают оба полотна. Если ширина нахлеста составляет 10 см, линия разреза должна была удалена от края на 5 см.
- Убирают обрезки полотен. Должен получиться ровный стык.
- Отгибают полотна. Если материал не закреплен, стык проклеивают двухсторонним скотчем. На этих этапах рекомендуется работать с напарником. Сначала скотч приклеивают к полу, освобождают от защитной пленки. Поверх укладывают линолеум. Прокатывают стык валиком.
- Протирают и просушивают прилежащие к соединению участки линолеума. Проклеивают стык малярной лентой. Ее также обкатывают валиком. При правильном выполнении подготовительных действий жидкая сварка не попадает на поверхности напольного покрытия.
- Разрезают малярный скотч по линии соединения. Это позволит аккуратно наносить жидкую сварку на стык.
- Взбалтывают флакон со сварочным средством, очищают наконечник от загрязнений.
- Распределяют клей. Для этого наконечник вводят в зазор между полотнами, прижимают пальцем. Другой рукой сдавливают тубу. Медленно ведут тюбик вдоль стыка. Состав не должен попадать на незащищенные участки напольного покрытия. Если подобное происходит, дожидаются высыхания средства, после чего счищают его ножом.
- Через 15-20 минут снимают малярную ленту. Это рекомендуется делать под острым углом. После выполнения всех действий образуется тонкий невидимый шов.
При использовании густых составов типа C от наклеивания малярной ленты можно отказаться.
Пошаговая инструкция по применению

Лучше всего работать в резиновых перчатках. Немаловажным будет удаление коррозии, а для этого подойдет шлифовальная машинка. Перед тем, как заделать бензиновый бак топливо нужно слить и протереть его от жировых пятен специальным спиртовым настоем.
Для работы с холодной сваркой Вам необходимо сделать следующее:
- Вначале нужно ее перемешать, чтобы была однородная масса. Затем следует отрезать необходимый кусок и еще раз хорошо помять. Она должен получиться, как пластилин. В некоторых средствах компоненты проходят обработку через дозатор.
- Полученный состав необходимо равномерно наложить на стыки, где есть протечки. Если есть большое отверстие, то его можно заделать специальной заплаткой из металла.
- В резиновых перчатках удобно работать с таким материалом и формировать заплатки. Заранее следует узнать о времени застывания сварки и заклеивать швы, как можно скорее.
- После заклеивания деталей и застывания можно пройтись по ним наждачной бумагой. Это придаст стыкам гладкости. В некоторых случаях есть необходимость подождать до нескольких часов, чтобы материал хорошо застыл. Если Вам нужно просверлить на месте склеивания, то меньше чем через час работу проводить не рекомендуется.
Важный порядок работы
Если брать жидкие средства, то их не рекомендуется перемешивать на поверхности нанесения. Для этого следует найти специально отведенное место и емкость и там хорошо приготовить склеиваемый материал. Берите материал нужный по размеру, а оставшийся можно убрать снова в упаковку и отнести его в холодную комнату. Чтобы материал хорошо соединить, нужно очистить поверхность от всякого загрязнения.
Для соединения старых деталей необходимо также старый слой удалить, а затем нанести новый. Старые изделия можно почистить специальными инструментами. Поверхность обрабатывается хорошо очищаемым средством, а затем плотный слой сварки нанести на выбранные для затирки швы.




