
Разновидности припоев
Припой не всегда обязательно приобретать. Можно использовать старую радиодеталь и собрать его с дорожек платы при помощи жала паяльника. Такой вариант отлично подойдет тем, кто живет далеко от города, где нет возможности приобрести материал в магазине.
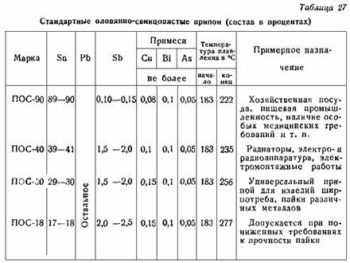 Стандартные свинцовые припои.
Стандартные свинцовые припои.
Однако они бывают разные и отличаются своими свойствами и характеристиками. В связи с этим каждый опытный мастер должен разбираться в данном вопросе. Для спаивания деталей необходимо использование специальных сплавов – припоев.
Последние обладают более низкой температурой плавления, чем отдельные части изделий.
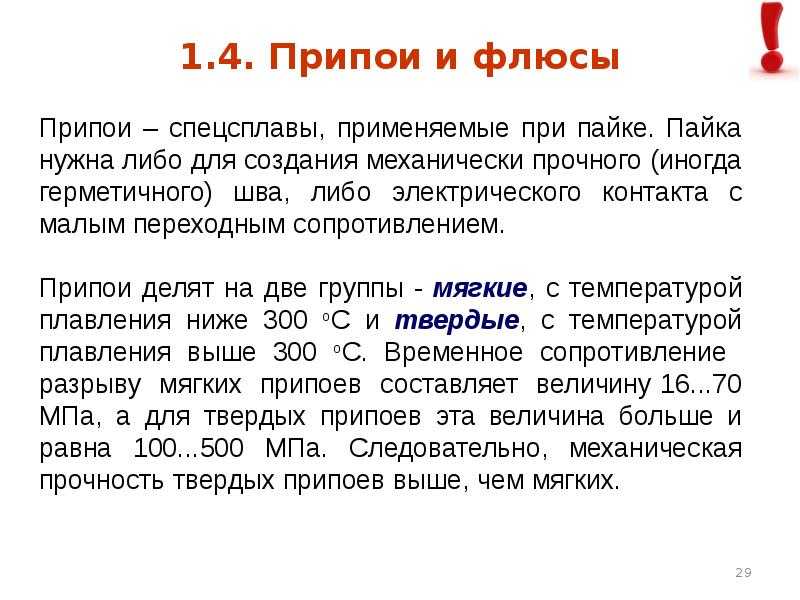
Подобные сплавы делятся на две основные категории в зависимости от температуры плавления: мягкие и твердые. Первый тип широко используется в радиоэлектронике, как любителями, так и профессионалами.
К легкоплавким относят припои с температурой плавления менее 450°С. Их изготавливают из: галлия, индия, олова, висмута, свинца и кадмия. Высокотемпературные плавятся при нагреве, превышающем 450°С. В любом случае он представляет собой, как правило, сплав, состоящий из нескольких металлов и примесей.
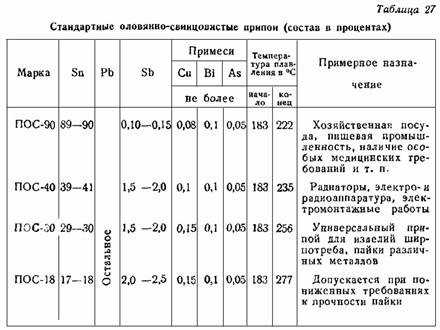
Самым распространенным вариантом является оловянно-свинцовый сплав, который называется ПОС. Числа, стоящие после аббревиатуры, свидетельствуют о процентном содержании олова.
Отличить один сплав от другого можно и не зная марки. Например, при большем содержании олова появляется характерный металлический блеск, а при большей концентрации свинца цвет становится темно-серым.
Кроме того, температура плавления ПОСов не превышает 265°С. Еще одной отличительной особенностью сплавов с большей долей свинца является их пластичность и возможность легко согнуть руками.
Классификация сплавов осуществляется в соответствии с ГОСТами.
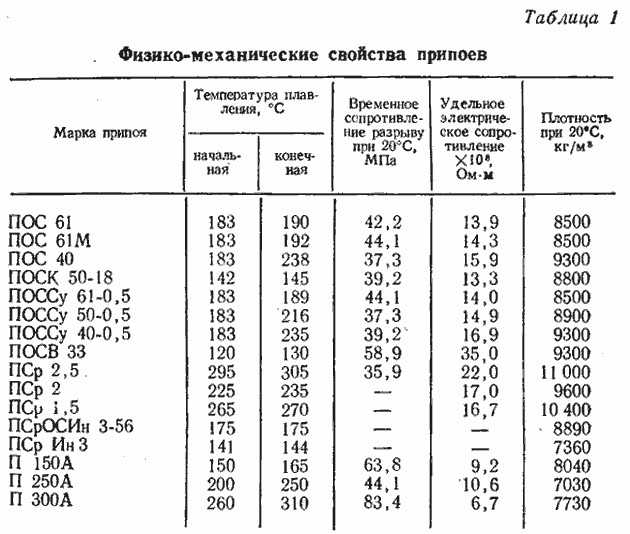
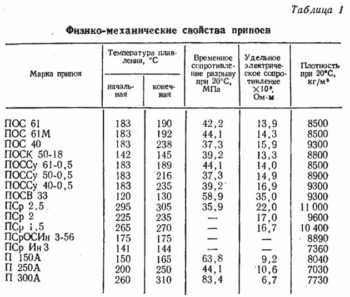 Физико-механические свойства припоев.
Физико-механические свойства припоев.
Наиболее распространенными являются:
- припой ПОС 90;
- ПОС 61;
- ПОС 40;
- ПОС 30.
На самом деле маркировок существенно больше. Их насчитывается несколько десятков. Каждая записывается таким образом, что уже из ее названия становится понятен состав сплава, все изготавливаются по ГОСТу 21930-76 припой оловянно-свинцовый.
Стоит отметить, что сплавы отличаются между собой не только химическим составом. В зависимости от формы выпуска они бывают в чушках, проволоке, трубке с канифолью или в прутке.
Например, припой ПОС 61 может продаваться в прутках или в форме проволоки различного диаметра. Необходимо понимать, что соотношение свинца и олова влияет на температуру плавления. Данный параметр в большей мере определяет выбор необходимого сплава.
Кроме того, сплав может выпускаться с флюсом, например, с ФРК525-2-Т1 – безгалоидным канифольным флюсом низкой активности.
В данном флюсе отсутствуют галогены. Благодаря этому факту он оказывает значительно меньше вреда на здоровье мастеров.
Использование сплавов различных марок определяется сферой их применения. ПОС тридцать и сорок относятся к мягким. Их температура плавления не превышает 300°С. Применяются в соединении оцинкованных изделий, лужения, ремонта электроприборов и т.д.
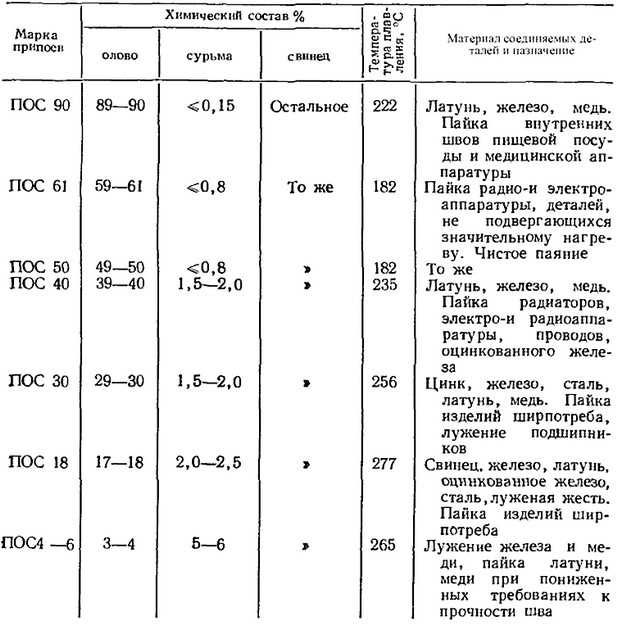
Основные характеристики и область применения припоев
| Марка | Состав, % |
Температур плавления, °С |
Прочность при растяжении, кг/мм |
Применение |
| ПОС-90 | Олово — 80…91, свинец — остальное | 220 | 4,9 | Для пайки пищевой посуды и медицинских инструментов |
| ПОС-61 | Олово — 60… 62, свинец — остальное | 190 | 4,3 | Для лужения и пайки в аппаратуре, где недопустим перегрев |
| ПОС-40 | Олово — 39…41, свинец — остальное | 238 | 3,8 | Для пайки в электроаппаратуре и деталей из оцинкованной стали |
| ПОС-ЗО | Олово — 29…31, свинец — остальное | 256 | 3,3 | Для лужения и пайки деталей из меди и ее сплавов и стали |
| ПОС-10 | Олово — 9.. .11, свинец — остальное | 299 | 3,2 | Для лужения и пайки контактных поверхностей в электроаппаратуре |
| ПОС-61М | Олово — 60…62, медь — 1,2.. .2, свинец — остальное |
192 | 4,5 | Для лужения и пайки электропаяльником тонких медных проводов, печатных проводников и фольги |
| ПОСК 50-18 | Олово — 49.. .51, кадмий — 17… 19,свинец — остальное |
145 | 6,7 | Для пайки чувствительных к перегреву деталей |
| ПОССр-15 | Олово — 15, цинк — 0,6, свинец — 83, 1 5, серебро — 1,25 | 276 | — | Для пайки деталей из цинка и оцинкованной стали |
| Авиа-1 | Олово — 55, цинк — 25, кадмий — 20 | 200 | — | Для пайки тонкостенных деталей из алюминия и его сплавов |
| Авиа-2 | Олово — 40, цинк — 25, кадмий — 20, алюминий — 1 5 | 250 | — | То же |
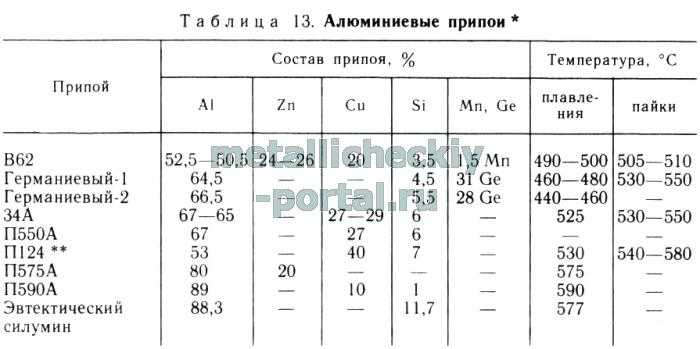
| 34А | Медь — 27…29, кремний — 5…7, алюминий — остальное | 525 | Для пайки деталей из меди и ее сплавов при высоких требованиях к прочности соединения |
|
| МФ1 | Фосфор — 8,5.. .10, медь — остальное | 800 | — | Для пайки деталей из меди и сталей при невысоких требованиях к прочности |
| ПСр-25 | Медь — 40, серебро — 25, цинк — 35 | 780 | 28 | Для пайки деталей из сталей, меди и ее спагвов при высоких требованиях к прочности и антикоррозийной стойкости |
| Сплав Вуда | Олово — 12,5, свинец — 25, кадмий — 12,5, висмут — 50 | 60,5 | _ | Для пайки в тех случаях, когда требуется очень низкая температура плавления припоя |
| Сплав д’Арсе | Олово — 9,6, свинец — 45,1, висмут — 45,3 | 79 | — | То же |
Примечание. В припоях марок ПОС допускаются следующие примеси (%): висмут — 0,1. мышьяк — 0,05, железо, никель, сера — до 0,02, цинк, алюминий — до 0,002, медь — до 0,05. В припое марки ПСр-25 допускается не более 0,5% примеси, в том числе не более 0,15 % свинца.
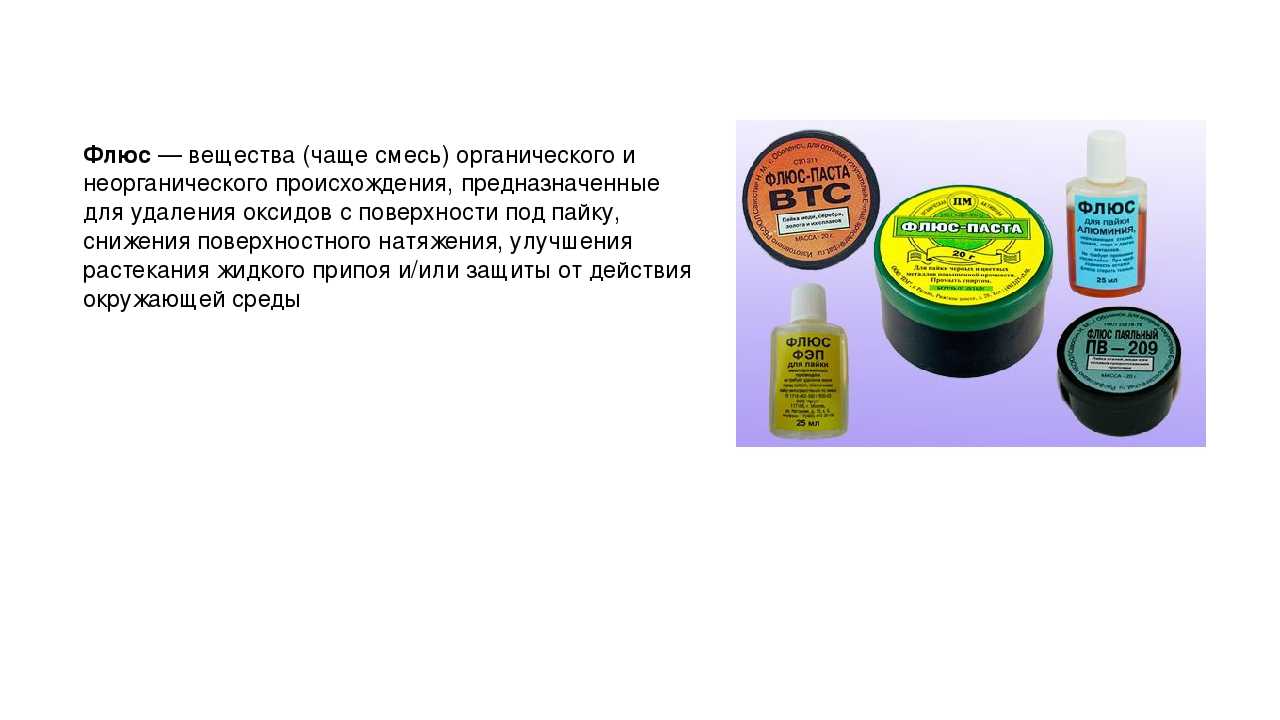
ФЛЮС — это вещество или смесь, предназначенная для растворения и удаления оксидов с поверхности спаиваемых деталей. Он должен надежно защищать поверхности деталей и припоя от окисления в процессе пайки. Выбор флюса зависит от соединяемых пайкой металлов или сплавов и применяемого припоя, а также от вида монтажно-сборочных работ. Температура плавления флюса должна быть ниже температуры плавления припоя. Флюсы разделяют на активные (кислотные), бескислотные, активированные и антикоррозионные.
Активные флюсы интенсивно растворяют оксидные пленки на поверхности металла, чем достигается высокая механическая прочность соединения. Такие флюсы используют, когда можно полностью удалить их остатки с поверхности соединяемых деталей и места пайки. При монтаже и ремонте бытовой электронной технике и радиоаппаратуры активные флюсы применять нельзя.
Бескислотные флюсы изготовляются на основе канифоли, которая при пайке очищает поверхность от оксидов и защищает ее от окисления. Их широко используют при монтаже радиоаппаратуры. Удаление этих флюсов после пайки не обязательно.
Активированные флюсы изготовляют на основе канифоли с добавкой активизаторов. Они пригодны для соединения металлов и сплавов, плохо поддающихся пайке (сталь, никель, нихром и др.).
Антикоррозионные флюсы не вызывают коррозии после пайки. Некоторые из них можно не удалять с места пайки.
Состав и область применения некоторых флюсов приведены в таблице ниже. При пайке медными и латунными припоями, которые отличаются высокой температурой плавления, в качестве флюссв используют главным образом буру (Na2B4O7) и смеси ее с борной кислотой (Н3ВO3) и некоторыми другими солями.
Технические характеристики припоя ПОС-10
Припой ПОС 10 имеет отличительный химический состав. Он содержит 9-10 % олова, около 89 % свинца, 0,2 % висмута, 0,1 % сурьмы и остальные примеси в незначительных количествах. Припой ПОС-10 применяется для пайки и лужения контактных поверхностей электроники. Например им паяют реле и заливают контрольные пробки в корпусах радиоэлектроники.

Температура пайки ПОС-10 составляет 299 градусов Цельсия. Точка солидуса равна 268 градусов.
Достоинства припоя ПОС-10:
высокая температура плавления полезна при пайке корпусов аппаратуры.
Недостатки припоя ПОС-10:
- низкая прочность и сопротивление разрыву около 3,2 кгс/кв.мм.;
- высокое удельное сопротивление — 0,2 Ом х кв.мм./м;
- высокое содержание свинца, опасного для здоровья.
Паяльная паста
В конце и без того длинного повествования хотелось бы немного рассказать о паяльной пасте. Используется она в основном для пайки поверхностно монтируемых компонентов (SMD’шек) и безвыводных микросхем в корпусах BGA.
На вид представляет собой серого цвета кашицу и состоит из о-о-очень мелких шариков сплава Sn62Pb36Ag2 (состав: 62% олова, 36% свинца и 2% серебра), а также безотмывочного флюса. На упаковке указывается, что флюс безотмывочный двумя буквами в названии – NC (No Clean – без очистки). Флюс, в котором содержаться шарики припоя на воздухе высыхает, поэтому пасту хранят в закрытой упаковке.
 Паяльная паста Solder Plus
Паяльная паста Solder Plus
Применяется паяльная паста при сложном ремонте мобильных телефонов для пайки микросхем в корпусе BGA. Для её использования требуется дополнительное оборудование для ремонта сотовых телефонов, например, специальные трафареты. Стоимость такой пасты довольно высока. Да и не удивительно, ведь в её составе есть серебро.
В настоящее время в производстве электроники стали массово применяться бессвинцовые припои.
Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
Разновидности припоев
Припой не всегда обязательно приобретать. Можно использовать старую радиодеталь и собрать его с дорожек платы при помощи жала паяльника. Такой вариант отлично подойдет тем, кто живет далеко от города, где нет возможности приобрести материал в магазине.






Стандартные свинцовые припои.
Однако они бывают разные и отличаются своими свойствами и характеристиками. В связи с этим каждый опытный мастер должен разбираться в данном вопросе. Для спаивания деталей необходимо использование специальных сплавов – припоев.
Последние обладают более низкой температурой плавления, чем отдельные части изделий.
Подобные сплавы делятся на две основные категории в зависимости от температуры плавления: мягкие и твердые. Первый тип широко используется в радиоэлектронике, как любителями, так и профессионалами.
К легкоплавким относят припои с температурой плавления менее 450°С. Их изготавливают из: галлия, индия, олова, висмута, свинца и кадмия. Высокотемпературные плавятся при нагреве, превышающем 450°С. В любом случае он представляет собой, как правило, сплав, состоящий из нескольких металлов и примесей.
Самым распространенным вариантом является оловянно-свинцовый сплав, который называется ПОС. Числа, стоящие после аббревиатуры, свидетельствуют о процентном содержании олова.
Отличить один сплав от другого можно и не зная марки. Например, при большем содержании олова появляется характерный металлический блеск, а при большей концентрации свинца цвет становится темно-серым.
Кроме того, температура плавления ПОСов не превышает 265°С. Еще одной отличительной особенностью сплавов с большей долей свинца является их пластичность и возможность легко согнуть руками.
Классификация сплавов осуществляется в соответствии с ГОСТами.
Физико-механические свойства припоев.
Наиболее распространенными являются:
- припой ПОС 90;
- ПОС 61;
- ПОС 40;
- ПОС 30.
На самом деле маркировок существенно больше. Их насчитывается несколько десятков. Каждая записывается таким образом, что уже из ее названия становится понятен состав сплава, все изготавливаются по ГОСТу 21930-76 припой оловянно-свинцовый.
Стоит отметить, что сплавы отличаются между собой не только химическим составом. В зависимости от формы выпуска они бывают в чушках, проволоке, трубке с канифолью или в прутке.
Например, припой ПОС 61 может продаваться в прутках или в форме проволоки различного диаметра. Необходимо понимать, что соотношение свинца и олова влияет на температуру плавления. Данный параметр в большей мере определяет выбор необходимого сплава.
Кроме того, сплав может выпускаться с флюсом, например, с ФРК525-2-Т1 – безгалоидным канифольным флюсом низкой активности.
В данном флюсе отсутствуют галогены. Благодаря этому факту он оказывает значительно меньше вреда на здоровье мастеров.
Использование сплавов различных марок определяется сферой их применения. ПОС тридцать и сорок относятся к мягким. Их температура плавления не превышает 300°С. Применяются в соединении оцинкованных изделий, лужения, ремонта электроприборов и т.д.
Паяльные пасты (тиноль) для пайки
Паяльная паста (тиноль) представляет собой композицию из припоя и флюса. Паста не заменима при пайке паяльником в труднодоступных местах, и при монтаже бескорпусных радиодеталей. Паста наносится лопаткой в нужном количестве на место пайки и затем прогревается электрическим паяльником. Получается красивая и качественная пайка. Особенно удобно ее применение при отсутствии опыта работы с паяльником.
Пасту можно изготовить самостоятельно. Для этого нужно выбрать марку припоя, подходящего для пайки требуемого металла. Далее напильником с крупной насечкой напилить из прутка опилок. Затем в подобранный из таблицы жидкий флюс для пайки добавлять, перемешивая опилки до получения состава пастообразного состояния. Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более полгода, так как опилки припоя со временем окисляются.
Паяльная паста
В конце и без того длинного повествования хотелось бы немного рассказать о паяльной пасте. Используется она в основном для пайки поверхностно монтируемых компонентов (SMD’шек) и безвыводных микросхем в корпусах BGA.
На вид представляет собой серого цвета кашицу и состоит из о-о-очень мелких шариков сплава Sn62Pb36Ag2 (состав: 62% олова, 36% свинца и 2% серебра), а также безотмывочного флюса. На упаковке указывается, что флюс безотмывочный двумя буквами в названии – NC (No Clean – без очистки). Флюс, в котором содержаться шарики припоя на воздухе высыхает, поэтому пасту хранят в закрытой упаковке.
Паяльная паста Solder Plus
Применяется паяльная паста при сложном ремонте мобильных телефонов для пайки микросхем в корпусе BGA. Для её использования требуется дополнительное оборудование для ремонта сотовых телефонов, например, специальные трафареты. Стоимость такой пасты довольно высока. Да и не удивительно, ведь в её составе есть серебро.
В настоящее время в производстве электроники стали массово применяться бессвинцовые припои.
Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
Что такое флюс?
Флюс — это вспомогательный материал, который призван во время пайки удалять оксидную пленку с деталей, подвергаемых пайке, и обеспечивать хорошее смачивание поверхности детали жидким припоем. Без флюса припой может не прикрепиться к поверхности металла. Назначение флюсов: надежно защищают поверхность металла и припоя от окисления, улучшают условия смачивания металлической поверхности расплавленным припоем. Действие флюса зависит от его состава, имеемые флюсы: или растворяют окисные пленки на поверхности металла (а иногда и сам металл), или предохраняют металл от окисления при нагреве. Таким образом, флюс образует защитную пленку над местом пайки.
Флюсы для пайки
Флюс уже содержится в современном припое в виде тонкого сердечника. При расплавлении припоя он распределяется по поверхности жидкого металла. Флюсом покрывают поверхности уже залуженных металлов также и перед их соединением (собственно пайкой). При этом флюс является ПАВ, то есть Поверхностно Активным Веществом. После соприкосновения деталей избыток флюса между ними вылезает наружу и все время испаряется потому, что температура его испарения ниже, чем у припоя.
Флюсы бывают разные. Например, для ремонта металлической посуды пользуются «паяльной кислотой» — раствором цинка в соляной кислоте. Паять радиоконструкции с таким флюсом нельзя — со временем он разрушает пайку. Для радиомонтажа надо применять флюсы, в которых нет кислоты, например, канифоль.
Марки мягкого вида
Припой для пайки из этой категории применяется с уже готовым флюсом, находящимся внутри проволоки, поэтому расплавление происходит одновременно. Большое распространение получило изделие с названием Третник, потому что в нём содержится треть свинца от общей величины состава. Олово, входящее в состав сплава для пайки, отличается чистой в плане экологии, поэтому разрешается применение этого вида в пищевой промышленности.
Мягкие виды припоев применяются для пайки деталей, боящихся перегрева, например: транзисторов или предохранителей. Сплав ВУДА из-за токсичности применяется в ограниченных сферах человеческой деятельности.
Отечественные сплавы маркируются аббревиатурой ПОС, но при наличии других веществ в конце добавляется буква, соответствующая названию, например, ПОСВ-33 — этот припой содержит равные части олова, свинца и висмута.
Основные технические параметры
Материалы для пайки разделяют по таким параметрам:
- Проводимость, например, припои с содержанием алюминия обладают лучшими аналогичными значениями, нежели с маркировкой ПОС.
- Прочность на усилие растяжения, единица измерения кг/мм. Этот параметр напрямую зависит от процентного содержания олова.
- Температура плавления, которая зависит химического состава.
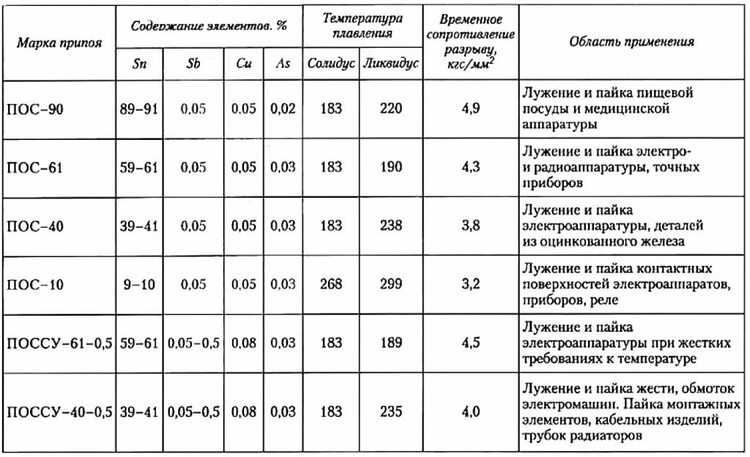
Таблица зависимости температуры и применения от химического состава припоя.
Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.

Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.








Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Основные технические характеристики мягких припоев для пайки электрическим паяльником
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
|---|---|---|---|---|
| Сплав Вуда | Олово — 12,5 Свинец — 25 Висмут — 50 Кадмий — 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплавд Арсе | Олово — 6,9 Свинец — 45,1 Висмут — 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово — 25 Свинец — 25 Висмут — 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово — 33,4 Свинец — 33,3 Висмут — 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово — 61 Свинец — 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово — 61 Свинец — 37 Медь — 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово — 90 Свинец — 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово — 40 Свинец — 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово — 30 Свинец — 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово — 10 Свинец — 90 | 299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа — 1 | Олово — 55 Цинк — 25 Кадмий — 20 | 200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа — 2 | Олово — 40 Цинк — 25 Кадмий — 20 Алюминий — 15 | 250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Применение металла в строительстве
Невысокая прочность и твердость значительно ограничивают применение олова в строительной сфере. Да и большинство сплавов с металлом предполагают совершенно другие характеристики.
Однако и в этой области веществу нашлось место.
Оловянные бронзы
Сплав олова с медью – наиболее известное применение металла, за исключением, возможно, получения белой жести. Оловянная бронза обладает превосходными антифрикционными свойствами, устойчива к коррозии, гигиенична и не боится мороза. Кроме того, материал необычайно привлекателен внешне и обладает доставочной ковкостью.
Эти свойства и определяют сферы применения оловянного сплава.
- Трубопровод – стойкость к действию высоких температуры и очень малая усадка – менее 1%, обуславливают применение бронзовых труб для любого типа трубопровода: горячего и холодного водоснабжения, отопления и так далее. Благодаря тому, что материал не поддается коррозии, он исключительно долговечен: бронзовый трубопровод (не путать с керамическим) рассчитан на использование столетиями. Кроме того, его значительно проще обслуживать. Внешний вид его со временем становится только привлекательнее: правильная черная патина придает даже простой трубе элегантность, свойств своих материал не теряет, к тому же материал не накапливает электричество, как сталь, например.
- Сантехника – ванные, умывальники, унитазы из этого сплава не только «честно» выполняют свою роль, то есть, являются долговечными предметами с прекрасными гигиеническими свойствами, они зачастую еще и очень красивы. Ковкость бронзы позволяет превратить ванную в художественный шедевр.
- То же самое касается и мелких аксессуаров для ванной, санузла или кухни. Бронзовые краны, лейки, подставки, полотенцесушители и прочие придадут любому интерьеру вид совершенно роскошный.
- Фурнитура другого рода – ручки, замки, дверные накладные петли и даже кольца для штор, весьма изысканный штрих классического стиля.
- Лестничные перила и ограждения – пожалуй, самое эффектное применение бронзы в жилом доме, поскольку имеет относительно большую площадь. Кованые или литые бронзовые перила – способ сделать интерьер не только уникальным, но и в высшей степени роскошным и элегантным.
- Скульптуры и предметы быта, которые можно сделать из металла – вешалки, скамьи, держатели, рамы для зеркала и так далее. Выполненные из бронзы эти изделия являются украшением любого дома и в любом стиле.
О том, что делать, если вам не хватает олова для пайки, расскажет данное видео:
Общие советы по флюсам
Самодельный флюс для пайки – это не всегда выгодный вариант, иногда его действительно выгоднее купить, тем более, что в большинстве случаев цена позволяет, скажем, smd или bga. На данный момент более сотни отечественных компаний производят флюсы и смеси для пайки и сварки, среди которых мы можем посоветовать лти 120, Brazetec, harris, rma, sanha, welco (в среднем стоимость от 80 рублей).
Продажа осуществляется в любом магазине электрических приборов и рынке во все городах: Екатеринбурге, Минске, Москве, Новосибирске, Харькове, Челябинске Ростове-на-Дону.
Нужно отметить, что в любом случае во время процесса сварки или пайки выделяются газы, которые могут навредить организму, но если пользоваться профессиональными смесями это вред будет гораздо ниже, поэтому остановите свой выбор на известных марках.
Для соединения проводов чаще всего используют паяльник, так как это наиболее простой и надежный способ получить качественный результат. Различные вид скручивания, сматывания изолентой и прочие кустарные методы оказываются не надежными или повышают сопротивление проводов, что приводит к перегреванию определенных участков и ухудшению рабочих характеристик схемы. Пайка проводов паяльником является не таким уж и сложным делом, как выглядит с самого начала, но здесь требуется придерживаться определенных правил.
Чтобы провести данную процедуру не требуется какой-либо специальный паяльник для проводов, так как все это проводится обыкновенным инструментом, который можно приобрести в любом магазине. Главное здесь сама технология пайки, правильный подбор необходимых материалов и прочие особенности, которые влияют на конечный результат.
Как правильно выбрать припой?
Верно подобранный припой поможет без особых усилий организовать коммуникационную систему любой сложности. Если речь идет о работе в домашних условиях, стоит воспользоваться материалом, расплавляющимся при низких температурах.

Применение высокотемпературных твердоплавких элементов в быту проблематично, так как требует разогрева рабочего сплава до 600-900 градусов. Добиться этого без специального оборудования достаточно сложно.

Спайку пищевой меди можно проводить особыми припоями, не содержащими в составе токсичных, ядовитых и агрессивных элементов, способных навредить здоровью
Использование металлов и их производных, плавящихся при высоких температурах, связано с некоторым риском. В процессе обработки они могут повредить или даже прожечь медную трубу с тонкой стенкой.
Чтобы этого не случилось, есть смысл взять прочный, но низкоплавкий мягкий припой, а твердый вариант оставить для толстостенных медных коммуникаций.
Когда на систему не ожидается больших нагрузок, совсем не обязательно использовать тугоплавкий припой, если это не обусловлено иными требованиями. В основных бытовых комплексах для создания надежного соединения вполне хватит мягких легкосплавных припоев
Для соединения медных труб в газовых сетях стоит выбирать серебросодержащие припои. Они обеспечивают максимальную прочность шва, нейтральность к вибрациям и высокую устойчивость к внешнему и внутреннему воздействию.
Заплатить за серебро придется немного дороже, но безопасность, надежность и долговечность системы со временем окупят все финансовые затраты.
Перед началом работ обратите внимание на следующие нюансы:
- Какие металлы требуется паять?
- Какой способ пайки вы намерены использовать?
- Размер соединяемых элементов и их механическая прочность.
- Ограничения по температуре.
- Устойчивость соединяемых элементов к коррозии.
Обратите внимание на то, что температура плавления припоя, используемого при пайке, должна выбираться, исходя из диаметра проводов. Чем толще провод, тем выше температура плавления. Для тонких допускается применять припои с наименьшей температурой
Для тонких допускается применять припои с наименьшей температурой.
Марки и свойства припоев.
Все виды можно разделить на три огромные подгруппы:
- Сверхлегкоплавкие.
- Легкоплавкие.
- Тугоплавкие.

Последние не используются радиолюбителями, электрики их тоже нечасто применяют. Причина — температура плавления таких припоев 500 градусов и выше, не каждый специалист обладает оборудованием, которое способно обеспечить такой нагрев. Но преимущество сразу заметно: прочность у пайки очень высокая, соединяемые детали могут выдержать большие механические нагрузки.
С радиолюбительскими припоями все предельно понятно, но ведь иногда требуется и более массивные детали паять. Особенно сложно работать с латунными элементами, так как при пайке образуется на металле оксидная пленка. А еще испаряется цинк во время прогрева, так как латунь содержит большое количество этого металла.







Чтобы спаять латунь марки Л-63, вам необходимо применить флюс, в состав которого входит потная кислота и хлористый цинк. Механической прочности очень высокой не добиться. Если сравнивать с пайкой меди, то прочность у латуни окажется вдвое меньшей. Во многом это связано с тем, что швы имеют пористую структуру.
В соляной ванне при температуре 850 градусов можно проводить пайку латунных элементов. Главное — в соляной раствор добавить немного флюса, в составе которого присутствует фторобат калия. Флюса должно быть примерно 4-5% от общей массы соляного раствора. Необходим флюс для того, чтобы припой как можно лучше проникал в зазор между соединяемыми деталями.
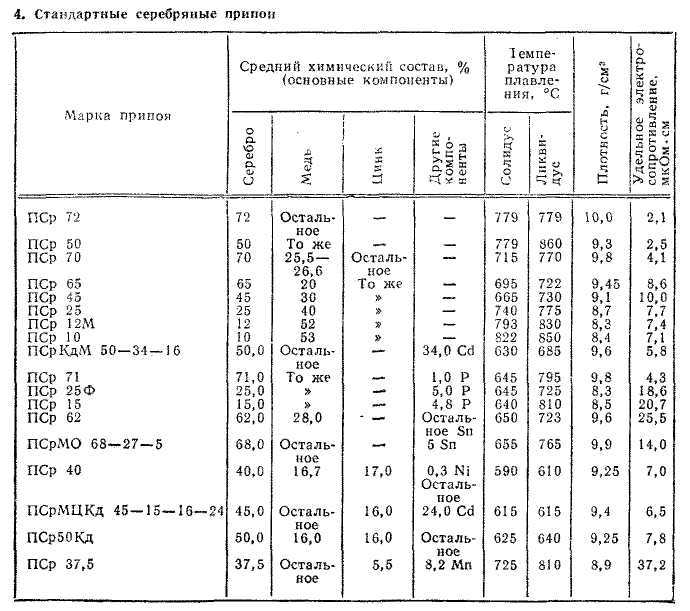
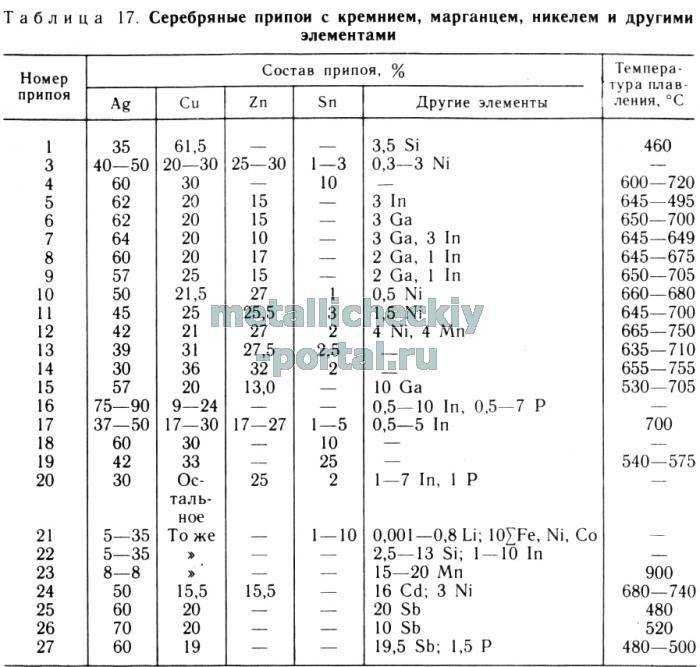
Латунь, богатая медью, спаивается следующими припоями:
- ПСр-72.
- ПСр-40.
- ПСр-45.
- ПСр-25.
- ПСр-12.
Латунь, у которой низкая температура плавления, нуждается в использовании следующих припоев для пайки:
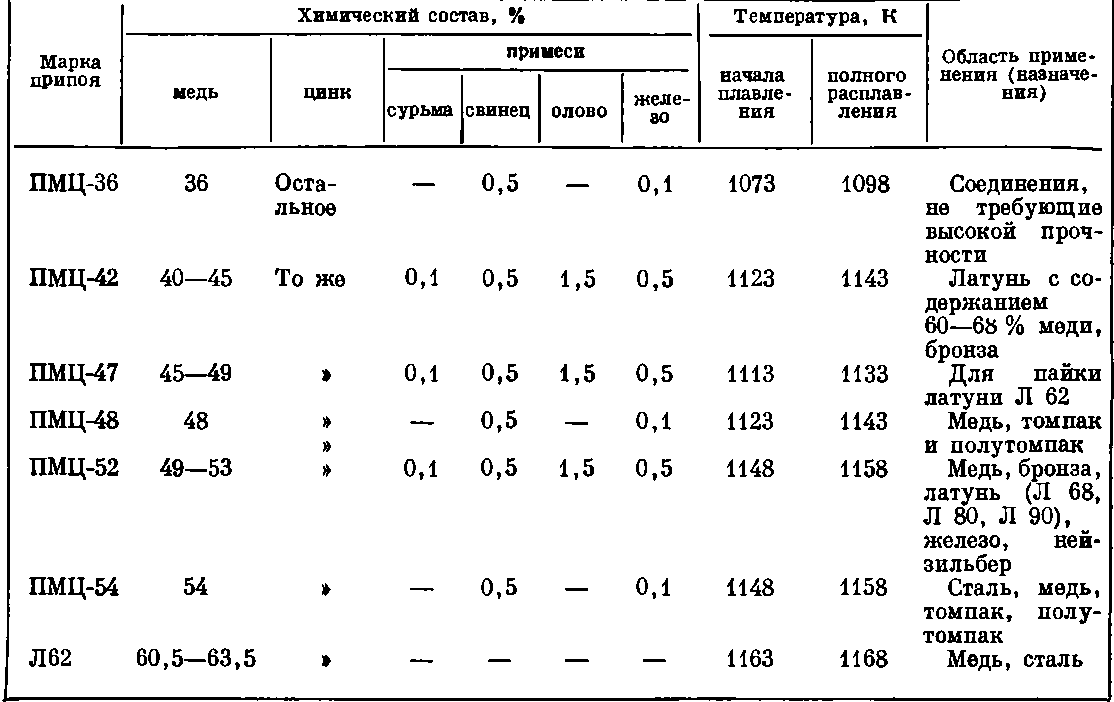
- ПМЦ-36.
- ПМЦ-48.
- ПМЦ-54.
- Припой медно фосфорный.
Для пайки латуни, в которой большое процентное содержание цинка, применяют марку припоя ПСр-40.
Если при эксплуатации элементов, которые подвергаются спайке, не возникает динамических и вибрационных нагрузок, то допускается применять припой ПМЦ-48 и ПМЦ-36.
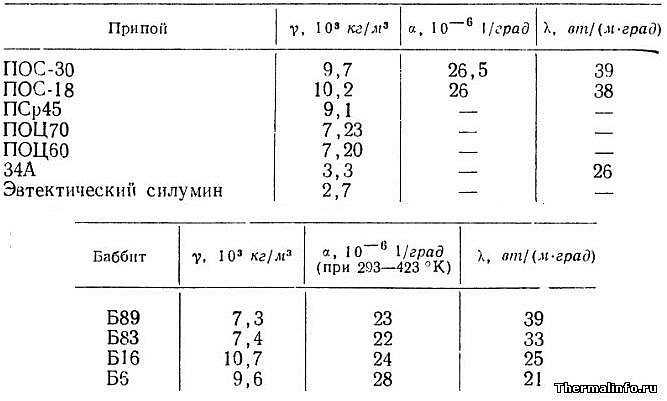
Плотность припоев и баббитов, их теплопроводность и КТлР
В таблицах даны теплофизические свойства некоторых припоев и баббитов (антифрикционных подшипниковых материалов) при комнатной температуре. Представлены такие свойства, как: плотность, коэффициент температурного расширения и теплопроводность.
Указаны свойства следующих припоев и баббитов: ПОС-30, ПОС-18, ПСр45, ПОЦ70, ПОЦ60, 34А, эвтектический силумин; баббиты, Б83, Б16, БКА, Б88, Б89, Б6.
Следует отметить, что плотность припоев, коэффициент температурного расширения (КТлР) и теплопроводность припоев и баббитов имеют близкие значения, за исключением припоя 34А и эвтектического силумина, которые в 2-4 раза легче.
Основные свойства
В качестве материалов для пайки используются разнообразные металлические сплавы. Однако существуют составы, полностью состоящие из металла. Чтобы соединения были качественными, припой должен обладать некоторыми свойствами.
 Любые материалы должны обладать высокими показателями смачиваемости — явление, при котором прочность связи между твердыми и жидкими веществами выше, чем у жидкости. При высоких значениях жидкость распространяется по поверхности, заполняя мельчайшие полости. В случае если припой недостаточно смачивает металл, его нельзя использовать для пайки. Например, свинец не применяется для работы с медью, иначе получится низкокачественное соединение.
Любые материалы должны обладать высокими показателями смачиваемости — явление, при котором прочность связи между твердыми и жидкими веществами выше, чем у жидкости. При высоких значениях жидкость распространяется по поверхности, заполняя мельчайшие полости. В случае если припой недостаточно смачивает металл, его нельзя использовать для пайки. Например, свинец не применяется для работы с медью, иначе получится низкокачественное соединение.
Существуют два предела температуры. Первый — тот, при котором в процессе пайки начнут плавиться самые легкоплавкие элементы, второй — когда весь припой станет жидким. Промежуток между этими показателями по-научному называется интервалом кристаллизации.
https://youtube.com/watch?v=9Nuphb24XaY
Если место коммутации находится в таком температурном диапазоне, пайка может быстро разрушиться даже от минимальной нагрузки. Это обусловлено тем, что соединение имеет высокое сопротивление и хрупкость. Следует отметить: пока припой полностью не застыл, нельзя оказывать на него никакого воздействия.
Порядок применения
Флюсы могут находиться как в твёрдом (пастообразном), так и жидком состоянии и продаваться в упаковках самой различной формы и объёма.
Так, твёрдая канифоль поступает в продажу в плоских баночках, оснащённых плотно закрывающейся крышкой.
Согласно исходному агрегатному состоянию этих составов различают следующие способы их применения:
- при твёрдом флюсе во время пайки жало паяльника сначала нужно окунуть в тело реагента, после чего им захватывают небольшое количество припоя;
- в тех случаях, когда на основе канифоли приготавливается или используется уже готовая жидкая смесь – она просто наносится на место спайки посредством обычной кисточки с мягким ворсом;
- при работе с пастообразным составом небольшие порции флюса наносятся на место контакта любой подходящей для этого палочкой (выдавливаются из шприца, заранее заправленного до нужной дозировки).
Нередко в магазинах продаётся канифоль, приготовленная в виде специального геля, уже размещённого в шприце определённой ёмкости.
Такие гелеобразные составы принято относить к нейтральным реагентам, широко применяемым в радиоэлектронике для пайки миниатюрных деталей.
https://youtube.com/watch?v=lO7aqdBgcrw



